Giunzioni saldate e EN 1090: istruzioni e controlli per i DL e progettisti
Istruzioni e controlli per i DL e progettisti
In cantiere solo materiali marcati CE: tutti responsabili
Con l'entrata in vigore del D.lgs 106/2017, i direttori dei lavori e progettisti sono coinvolti nel garantire che il fabbricato sia realizzato con materiali marcati CE secondo il Reg. EU 305/2011. Se prima, infatti, tale responsabilità era a capo del solo fabbricante, lasciando indifferenti altri attori, adesso la catena delle responsabilità si allarga da chi la progetta fino a chi ne consente la realizzazione. Il legislatore, operando in questo modo, non solo ne estende le responsabilità, ma li coinvolge anche nella catena dei controlli, impedendo di fatto l'accesso in cantiere dei materiali non conformi.
Si ricorda che la marcatura CE indica che esiste una dichiarazione di prestazione e che il prodotto rispecchia le caratteristiche essenziali garantendo, oltre alle prestazioni, anche la sicurezza. Il legislatore, quindi, persegue tali inadempimenti sul piano penale tanto più si violano i principi della sicurezza. Nel caso specifico delle carpenterie, il D.lgs 106/2017 fornisce ulteriori indicazioni di aggravante nel caso in cui l'obbligo della marcatura CE debba offrire anche garanzie di natura strutturale o di antincendio. Si tratta, quindi, di un cambiamento di scenario che aumenta le responsabilità degli operatori all'interno di un panorama già complesso.
Marcatura CE: il caso delle carpenterie metalliche strutturali
 In questo articolo si tratterà unicamente delle carpenterie di natura strutturale, ossia quelle opere per le quali esiste l'obbligo dell’esistenza di un progetto. Al fine di chiarire definitivamente ogni dubbio su quali possano essere i lavori che ricadono in questo genere di incombenza, si invitano gli interessati a fare riferimento all'elenco predisposto dal Comitato Tecnico ISO TC 135 mediante una ricerca su Internet (per visionare il documento è sufficiente digitare, in un qualsiasi motore di ricerca, la frase "elenco lavori EN 1090 ISO TC 135”.
In questo articolo si tratterà unicamente delle carpenterie di natura strutturale, ossia quelle opere per le quali esiste l'obbligo dell’esistenza di un progetto. Al fine di chiarire definitivamente ogni dubbio su quali possano essere i lavori che ricadono in questo genere di incombenza, si invitano gli interessati a fare riferimento all'elenco predisposto dal Comitato Tecnico ISO TC 135 mediante una ricerca su Internet (per visionare il documento è sufficiente digitare, in un qualsiasi motore di ricerca, la frase "elenco lavori EN 1090 ISO TC 135”.
Va, quindi, premesso che la Marcatura CE per le carpenterie metalliche si limita ai confini dell’officina, lasciando le attività di posa in cantiere sotto esclusiva responsabilità della Direzione dei Lavori. Ciò nonostante, la EN 1090 contiene comunque delle precise indicazioni finalizzate alla realizzazione di un manufatto di qualità anche per il cantiere.
La EN 1090, a differenza della ISO 9001, è una certificazione che prevede diverse variabili in cui l'azienda che possiede il certificato può operare. Limiti che, se l'impresa riterrà comunque opportuno, potrà sempre ampliare sottoponendosi a una visita ispettiva di integrazione per candidarsi per un nuovo certificato.
Infatti, l'azienda che deve certificarsi dovrà scegliere per prima cosa la classe di esecuzione tra le EXC 2, 3 e 4 (dove la EXC2 assolve al 80% delle opere).
La scelta della classe di esecuzione: responsabile il progettista
La Classe di Esecuzione è una scelta che può fare solo il progettista dell'opera e si basa fondamentalmente su tre paramenti: le classi di importanza dell'opera CCi (i=1, 2 o 3); le categorie di servizio SCi (i= 1 o 2); la categoria di produzione PCi (i= 1 o 2).
Con l'aumento del numero di ciascun parametro aumenta il rischio per approfondimenti (si veda appendice B norma UNI EN 1090-2:2011). Il progettista sarà, quindi, l'unico responsabile della scelta della classe di esecuzione dell’opera. Di seguito il prospetto ripreso dalla norma.
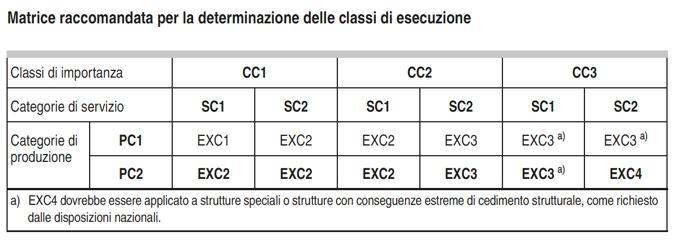
A mero titolo esemplificativo e con fine puramente didattico per rendere un’idea al lettore su come si determina la scelta della EXC di un’opera, si può affermare che il progettista dovrà, per la classe di importanza, fare riferimento alla UNI 1990. Per la categoria di servizio la differenza tra SC1 e SC2 è che la prima può impiegare al massimo acciai fino al S355, mentre per le categorie di produzione si sceglierà PC1 per edifici non sollecitati a fatica e PC2 per costruzioni con presenza di sollecitazioni dinamiche (ad es., ponti).
Dalla scelta della EXC a quella dei metodi di produzione
Definita la EXC, occorre scegliere i metodi di produzione: “3a", per la realizzazione di carpenterie su progetto fornito dal cliente, oppure i metodi “2” e “3b”, in cui l'azienda si fa carico anche della progettazione. A tutto questo si aggiunge la scelta materiale che intende adoperare: acciaio, inox o alluminio.
Istruzioni per DL e progettista
Attenzione, quindi, direttori lavori e progettisti prima di affidare un incarico ad una azienda di verificare che l'azienda aggiudicataria della commessa sia in possesso dei requisiti necessari alla realizzazione dell'opera.
Ottenere la certificazione EN 1090 significa, per una azienda, avere dimostrato ad un organismo di certificazione (di parte terza e indipendente) di possedere tutti i requisiti di trasformazione necessari a garantire l'affidabilità del prodotto che realizza. In altre parole, ciò significa che, mediante un sistema di gestione, l'azienda riesce a controllare il proprio sistema di produzione. Dagli acquisti, garantendo che i materiali siano conformi alle specifiche di progetto, alla lavorazione, mediante la qualità delle stessa, alle giunzioni saldate o imbullonate che risultino conformi agli standard previsti dalle specifiche di saldatura. Inoltre, l'azienda certificata deve possedere le giuste conoscenze per esperire ai controlli necessari a garantire l'affidabilità delle proprie prestazioni.
Quindi, i direttori dei lavori e i progettisti dovranno porre particolare attenzione ai requisiti dichiarati dall'azienda, primo tra tutti quello sulla validità del certificato, il quale molto spesso non porta nessuna scadenza, permettendo all’azienda, una volta ottenuto, di continuare ad operare, sebbene si sia sfilata dai controlli necessari a mantenerne la validità. In caso di dubbio, è possibile verificare l'autenticità del certificato contattando l'ente che lo ha emesso, che è tenuto ad assolvere a questo tipo di informazione a garanzia degli operatori del mercato e della collettività.
Scelta l'azienda e verificata l'esistenza di un certificato valido, sarà quindi necessario, prima dell'affidamento dell'incarico, controllare che la classe di esecuzione sia quella desiderata nel progetto (EXC 2, 3 o 4), con il metodo voluto (2, 3a 3b) e sul tipo di materiale prescelto (acciaio, inox o alluminio) tutte informazioni che potrete riscontrare sul documento prodotto dall'azienda.
Come controllare le saldature
Altra questione spinosa è quella delle saldature: ancora troppi colleghi si limitano a chiedere i "patentini" che vanno più propriamente chiamati “certificati di qualifica del saldatore”, ritenendo che questo documento possa garantire la saldatura realizzata in cantiere: falso!
Va premesso che la realizzazione di un giunto deve sempre essere accompagnata da un’istruzione di saldatura, chiamate WPS (“Welding Procedure Specification”) e che andrebbero accompagnate da WPQR (“Welding Procedure Qualification Record”), che sono le prove di saldatura che vengono realizzate in presenza di un ispettore, il quale, prima di validarle, le sottoporrà ad un controllo presso un laboratorio notificato. Solo a questo punto l'azienda potrà, utilizzando le WPQR, derivare le istruzioni specifiche WPS per il giunto richiesto in cantiere. Per stare “tranquilli” occorre, quindi, richiedere oltre alle qualifiche dei saldatori (alias “patentini”), anche le WPQR che hanno abilitato l'azienda a realizzare quel tipo di processo.
Va inoltre detto che le qualifiche di saldatura e le qualifiche di procedimento (WPQR) hanno limiti ben precisi che dipendono da molti parametri (i principali sono il tipo di giunto d'angolo, FW, o Testa-testa, BW) e dal tipo di processo analizzato (ad es., saldatura 111 ad elettrodo rivestito, 135 MAG e 138 MIG a filo continuo con utilizzo di gas di protezione). Andrà, quindi, controllato dalla Direzione Lavori che i documenti si riferiscano al tipo di saldatura desiderata in cantiere e non ad altri procedimenti.
Normalmente in campo aperto è ammesso solo il metodo 111 ad elettrodo, a meno che il cantiere sia al chiuso o sia possibile confinare l'area con l'installazione di appositi ripari. Tutti i procedimenti che utilizzano gas di protezione devono essere impediti in campo aperto, in quanto sarebbero di sicuro disturbati dai movimenti d'aria, compromettendo pesantemente la qualità della giunzione saldata. Le qualifiche andrebbero lette e verificate nella loro applicabilità, ma è comprensibile che ciò non sia facile per chi non è un addetto ai lavori.
La EN 1090 prevede che nell'azienda certificata esista un responsabile dei controlli e dell’esecuzione delle saldature, funzione affidata al Welding Coordinator (“WC”) o Coordinatore di Saldatura (“CS”): nelle aziende più “rigorose” questo soggetto è normalmente in possesso di un attestato rilasciato da un organismo accreditato. I livelli di qualifica possibili sono tre: Base (B), Specifico (S) e Completo (C).
Ricordo che le qualifiche di procedimento WPQR possiedono una validità eterna, a meno che non vengano adoperate per un periodo superiore ai 5 anni. Questo però non è vero per le qualifiche dei saldatori, che scadono ogni 3 anni o nel caso in cui il saldatore interrompa la propria prestazione per un periodo superiore a 6 mesi. Sarà il datore di lavoro o il Welding Coordinator a garantire questa continuità, apponendo la firma sulla qualifica del saldatore. Ciò fa comprendere come la qualifica di un saldatore sia in realtà una prova di abilità manuale, che viene potenzialmente compromessa nel caso ci sia un’interruzione lavorativa. Morale: se una DL può ricevere ed accettare delle WPQR anche molto datate, questo non può farlo per le qualifiche dei saldatori, che non possono essere posteriori a 3 anni dal loro rilascio.
L'importanza del rivestimento superficiale della carpenteria
Da non sottovalutare l'importanza del rivestimento superficiale della carpenteria, sia esso zincatura o verniciatura che conferisce la garanzia di durabilità.
Se è prevista la zincatura, sarà necessario che l'impresa che realizza l'opera si rivolga a un’azienda che possa rilasciare opportuna certificazione per la zincatura a caldo, secondo la norma UNI 1461.
Per le operazioni di verniciatura il panorama è più variegato e sarebbe opportuno sapere quale prodotto si desidera applicare, con il relativo ciclo di applicazione e con la verifica che venga rispettato unitamente ai tempi tra una mano e l'altra e i tempi di asciugatura e agli spessori di film che sono stati applicati. I produttori di vernici più seri possono produrre per i loro prodotti le schede di invecchiamento accelerato in camera salina, che permettono di valutare la qualità di ciò che sarà applicato e la resistenza nel tempo nelle normali condizioni di impiego.
[...] continua la lettura nel pdf
Si ringrazia l'ORDINE DEGLI INGEGNERI DI TORINO per la gentile collaborazione
Controlli e Diagnostica
Una raccolta di approfondimenti per chi si occupa di fare controlli e verifiche dei materiali nel settore delle costruzioni e dell'edilizia.